ヒートセット容器は通常、加熱殺菌されたジュース、お茶、ピクルス、ソース、その他細菌に敏感な製品に用いられます。>
一般的な充填・加熱殺菌温度は容器によりますが、約65℃から95℃。※
ヒートセット容器なら、高温で洗浄する必要のあるリターナブル容器や再充填容器としても利用が可能です。
ヒートセットを使うことで収縮が最小限になるだけでなく、強度や傷への耐性が高まるといった他の利点も加わります。
※ 耐熱温度は容器のデザインと仕様により異なります。
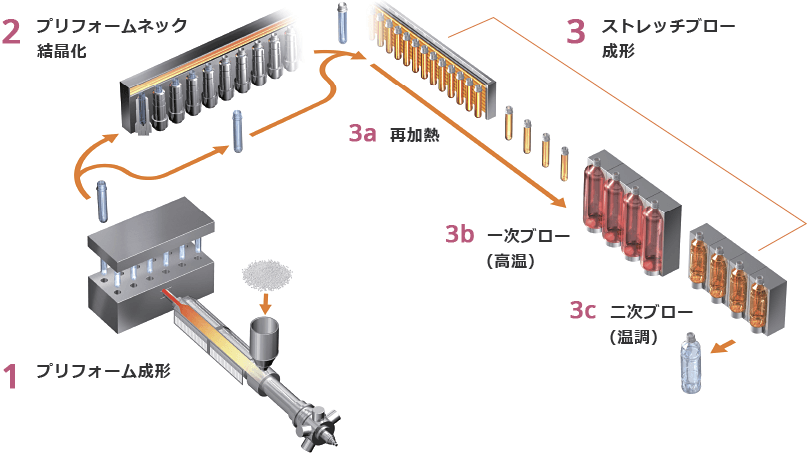

プリフォーム射出成形機PMシリーズでプリフォームを射出成形します。(通常の2ステップ成形と同じ工程)ネック部分の結晶化が必要な場合、成形されるプリフォームのネックサイズは最終ネックサイズより若干大きいサイズとなります。

ネック結晶化装置CMシリーズが使用されます。
ネックのデザインや充填工程、キャップの種類によっては、ネックの結晶化は必ずしも必要ではありません。

ストレッチブロー成形機HSBシリーズを使って、プリフォームが再加熱され、最終容器にストレッチブロー成形されます。HSBシリーズのストレッチブロー成形工程の詳細を次の3a、3b、3cで説明しています。

プリフォームがストレッチブローに最適な温度に再加熱されます。ここまでの工程は従来の2ステップストレッチブロー成形と同じですが、これ以降異なる処理となります。
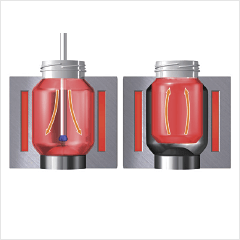
HSBシリーズでは、一つめのブロー金型がヒーターによって通常160℃から200℃に加熱されます。この金型で成形される容器は最終容器より20%程度大きいサイズです。ブローが終了すると、加圧されたエアが容器から排気されますが、ブロー金型はしばらく閉じたまま保持されます。高温により、成形された容器の一部結晶化が進み、収縮します。この収縮にはPET高分子鎖の残留応力を緩和させる効果があります。
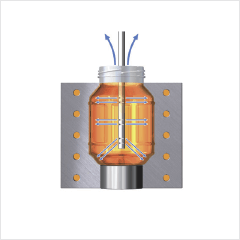
収縮し一部結晶化した容器は二つめのブロー金型へ移され、そこで最終的な形状にブロー成形されます。この金型は95℃程度に温められ、結晶化率が高く残留応力の低い最終容器ができます。この容器は、高温充填や加熱殺菌の際95℃※までの高温に耐えられます。