1ステップ成形機は、プリフォームの内部保有熱を無駄なく利用できるため、
全工程で使用するエネルギーは2ステップ機に比べ格段に低くなっています。
プリフォームは射出成形された時から最終容器に至るまで、リップキャビティでネックを保持されます。
他のプリフォームと接触がないため、
2ステップ機でよく見られるネックや胴部の擦り減りや傷はなく、美しい外観の容器成形が可能です。
またプリフォーム成形から最終容器成形までを1台の機械で行い、
プリフォームを倉庫に保管する必要がないため、容器は衛生的です。
成形自由度に優れ、特殊成形やPET以外の容器の成形にも最適。
高品質なボトル成形が可能です。
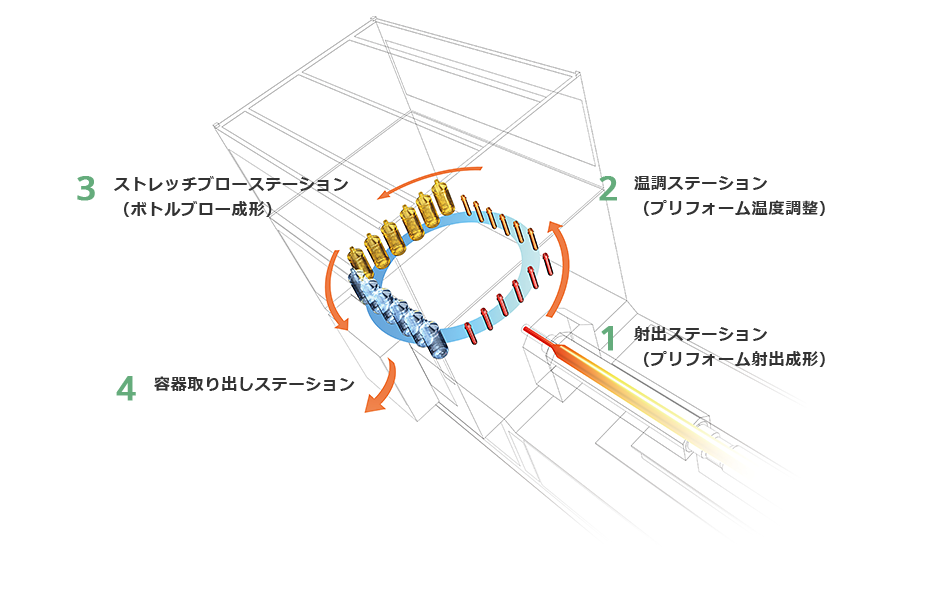

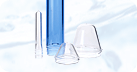
プリフォームは射出成形後、樹脂の結晶化温度以下に冷却されますが、再加熱しなくてもブロー成形に必要な温度を保持します。カスタマイズされたプリフォームデザインと射出パラメーターの設定により、最終容器成形に必要な温度分布が最適化されます。
プリフォームは最終容器に求められる理想的なデザインに設計されるため、規格外のネックなど特殊な容器でも簡単に実現できます。

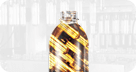
ASBシリーズ独自の温調ステーションにより、柔軟性の高い安定した成形が可能です。
様々な形状の容器や軽量ながら強度のある容器の成形だけでなく、PET以外の各種樹脂の成形も可能にします。
また外部要因が原因となって発生した品質のばらつきは、温調ステーションで微調整することができ、成形の安定性を向上させます。

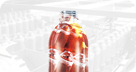
標準的なストレッチブロー成形工程に様々な設定を行なうことで、あらゆる形状の容器成形が可能です。
準耐熱用のヒートセットやハンドルインサート成形、または脱着可能なハンドル組込部の形成などの対応が可能です。プリフォームが共有できる場合は、ブロー型の交換のみで各種容器形状が成形できます。

容器はプリフォームが成形された時から最終容器に至るまで、リップキャビティでネックを保持されていますが、ここでリップキャビティから離型され、容器が取り出されます。1ステップ4ステーション機では樹脂から最終容器まで一台の機械で成形されるため、ネックや胴部の擦り減りや傷もなく、他には真似のできない高品質で外観の美しい容器の成形が可能です。